应用背景
焦化行业化产回收工艺较为复杂,国内从工艺设计到控制装备水平,目前仍沿袭传统的粗放式管控模式。现有化产粗苯回收控制系统,其主要作用是工艺监视,大量的生产调节依靠人工经验进行识别、诊断、决策和人工执行,易造成煤气含苯、粗苯产率不稳定,耗料难控,易诱发生产工艺事故。
为解决上述问题,千盟智能研发的“化产粗苯回收过程智能优化系统”,于2021年7月在柳钢化产一粗苯工段投入运行。该系统针对传统的粗放型工艺和控制装备,突破了PLC/DCS级技术瓶颈,在降低劳动强度、改善工况、控制精度、提高产量等方面效果显著,形成了在焦化行业各化产回收子工序具有一定可复制推广的成熟技术。
技能优势
01
现场设备级安全联锁
安全联锁一方面对影响设备安全生产的工艺参数及应急状态进行冗余分析、判断,及时响应联动安全预警联锁,避免或减少因为生产事故造成的损失。另一方面对通信故障、测点故障、执行器故障等进行预警,保证系统安全可靠。
02
过程单元优化控制
单元过程优化从终冷洗苯子系统、粗苯精馏子系统角度分析,建立换热、吸收、精馏等过程机理模型,并根据原料成分、操作条件、设备状态、环境变化等自适应修正模型参数,形成不同工况的模型库,减少工艺参数波动幅度,增强系统的抗干扰性,稳定生产过程。同时建立煤气含苯、粗苯质量软测量模型,与工艺过程参数如塔顶温度构成闭环控制,减少调节的滞后性。
03
生产管理协调优化
生产管理协调优化从整体全流程角度出发,包含对煤气终冷、贫油洗苯、富油加热、洗油再生、粗苯精馏等过程的协调控制。对生产过程中低温水、煤气、洗油消耗等智能分析,对操作条件、外界环境影响进行干扰补偿,建立粗苯产率与能耗平衡的优化模型,自适应调整塔顶温度、富油加热温度、吸收温度的最佳工艺值,降低塔后含苯、提高粗苯产量。
现场图片

化产粗苯回收过程智能优化系统
于2021年7月投入使用
现场工作有条不紊地进行着
该装备突破了技术瓶颈
降低了劳动强度度
在提高产量方面有了显著突破
应用效果
本系统结合柳钢焦化厂一粗苯系统工艺装备和控制系统实际情况,采用先进的控制策略及控制模型,集成现有的人工调控经验,实现对粗苯生产过程的优化调节。系统投用后,重要工艺参数标准偏差降低30%以上,控制参数合格率达到95%以上,自控投用率达到98%以上,苯回收率环比提高约3个百分点,同比提高约4个百分点,洗苯效率得到较大提高;吨苯煤气消耗减少约12m3,粗苯产量日均值提高约1~3吨。
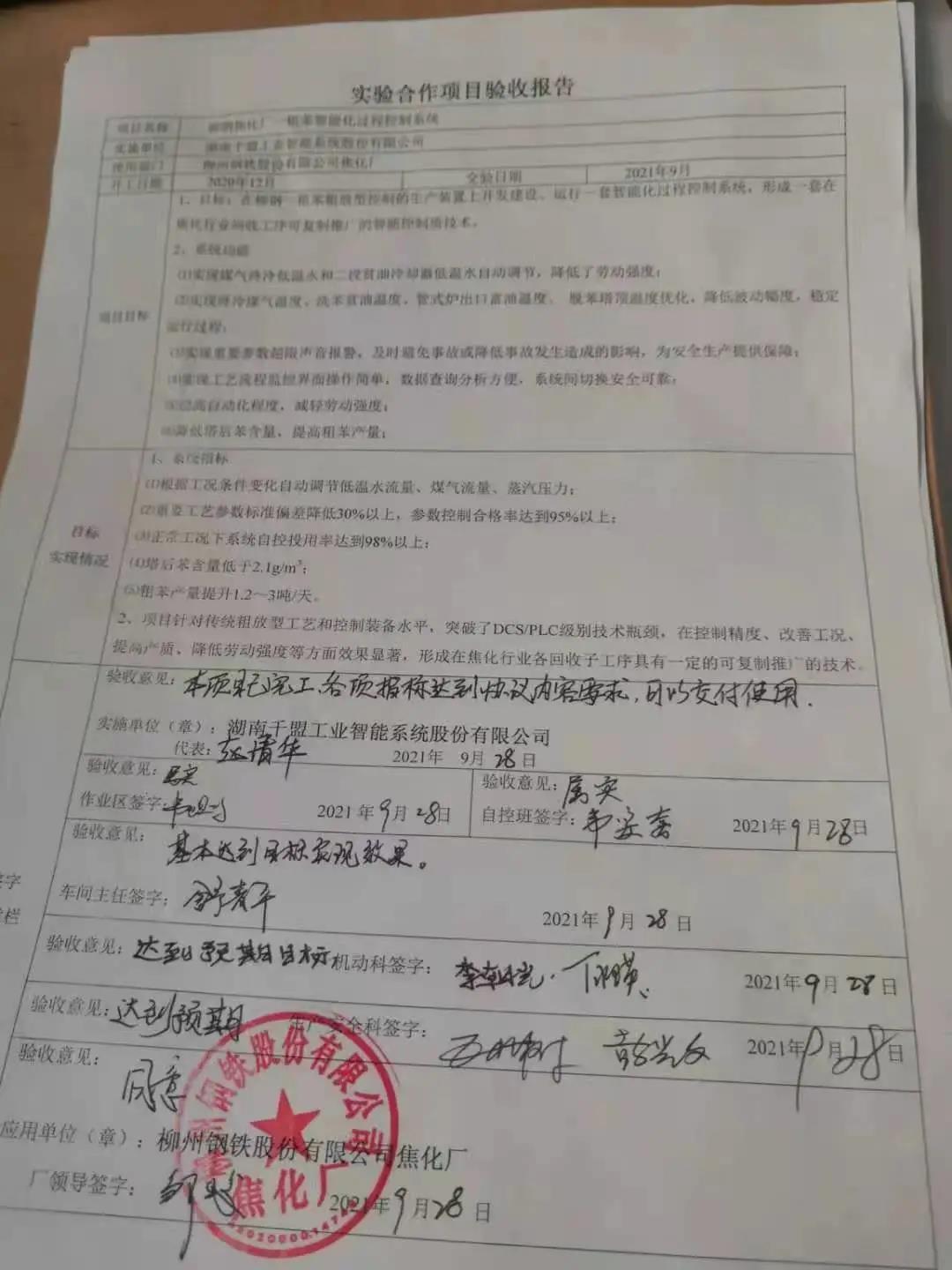
△图为公司项目验收报告△

版权所有 Copyright © 2019 湖南千盟工业智能系统股份有限公司 备案号:湘ICP备20000218号-1营业执照查询
湘公网安备 43060402000021号



















